Written Background
Introduction
When construction sites perform demolition, the standard industry practice relies on a carbon-intensive method that hauls waste to landfills using trucks. The trips that the trucks take produce over 25 million tons of CO2 annually (Wei et al., 2022). This process presents significant environmental and economic challenges, costing firms across the world roughly 25 billion dollars, while the resulting landfill deposits fail to decompose, losing less than 10% of their mass over two years (Wang et al., 2013; C. Bergeron, personal communication, December 7, 2025).
Lack of Solutions in the Current Market
Currently, not much is being done to address this issue because of the many structural limitations of the materials candidates addressed below (Wilson et al., 2008). While there are some units for disposing of forest waste, they are much bigger, at about 20-100 cubic yards, and would not fit into a construction site environment (Air Burners, Inc., n.d.; Elastec, n.d.). A new solution is needed to change the inefficient cycle of transporting and storing wood waste in landfills.
Potential
One way to solve the issue would be to develop a thermal disposal system. A thermal disposal system would use heat to burn the wood waste on site, meaning there would be no exorbitant dumping costs or carbon emissions from trucks transporting materials away.
Greenhouse Gas Considerations
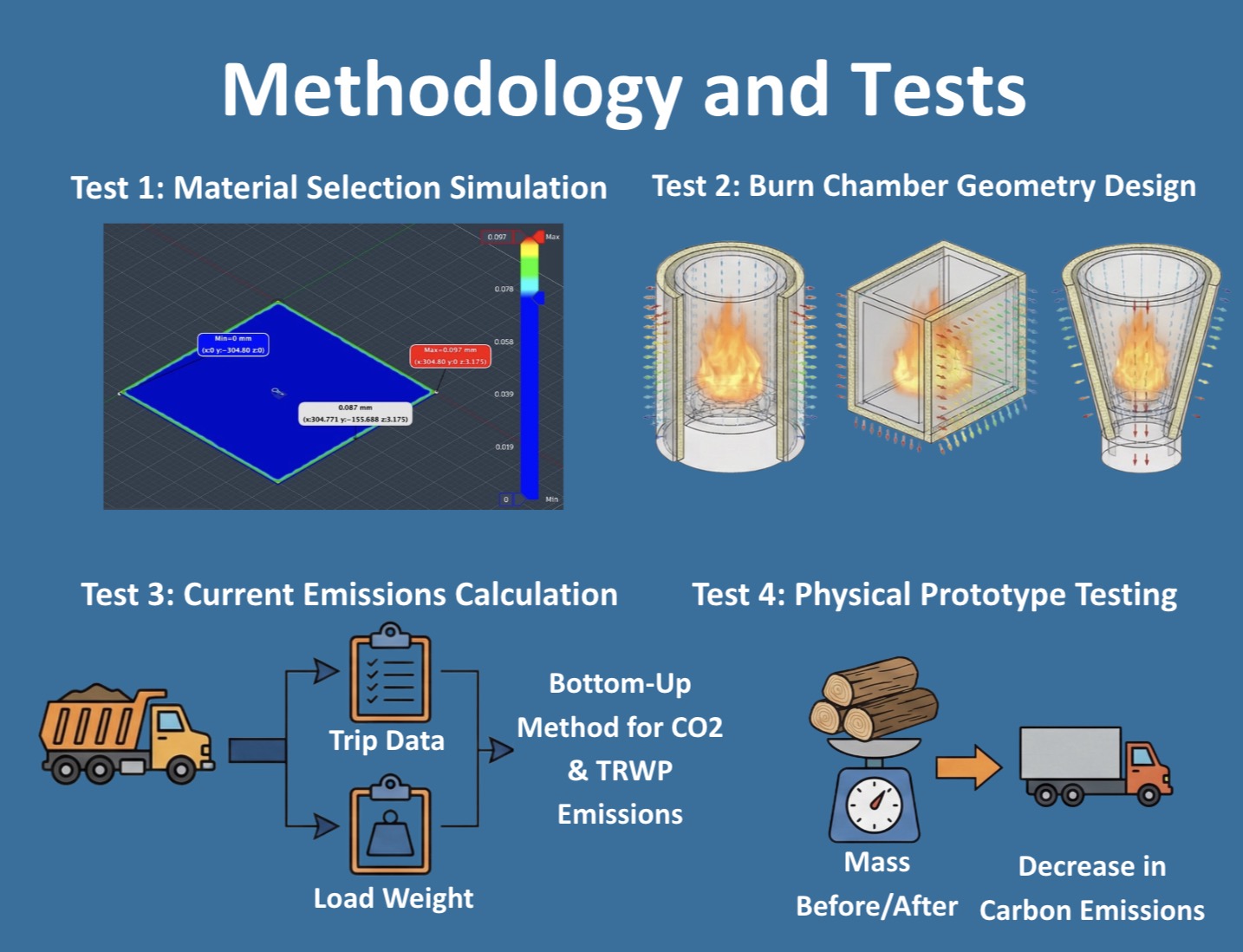
This approach, however, is not without technical considerations. The combustion of wood releases greenhouse gases, gases that overheat the earth by trapping heat from the sun in the atmosphere. Also, the efficiency of the combustion is impacted by factors like moisture content, meaning that the location where the wood was stored would have to be considered (Lai et al., 2024; Flammini et al., 2023). However, preliminary analysis suggests the carbon emissions from a localized, on-site burning would be significantly less than the 25 million tons per year generated by the current construction site to landfill model (Wei et al., 2022).
Metals at High Temperature
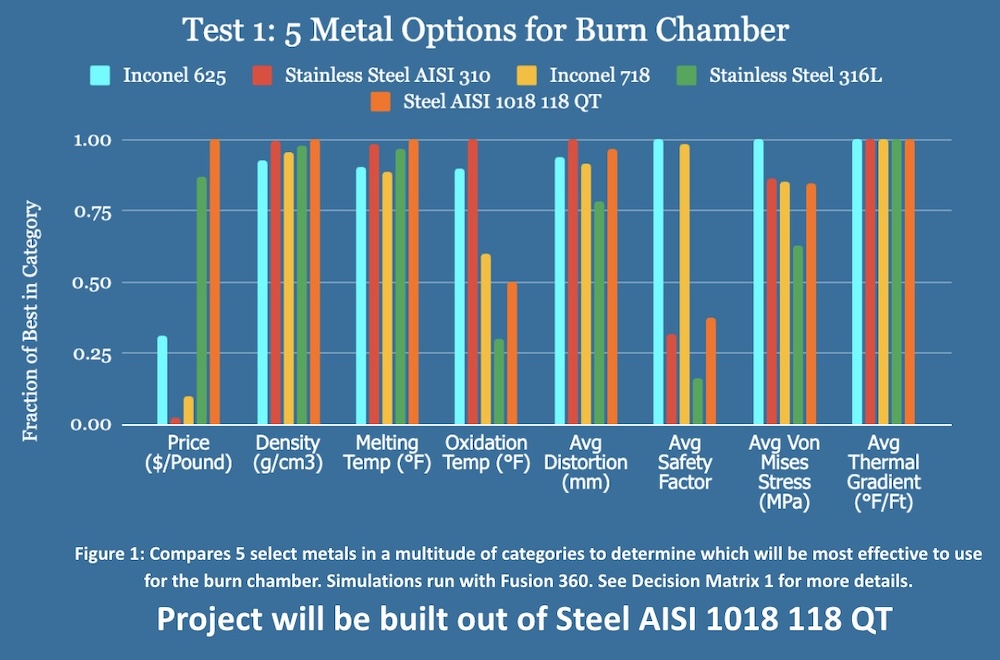
If an on-site disposal system were designed, challenges would be faced in regards to material. The burn chamber would have to safely operate at 1800°F - 2000°F because that is the temperature at which wood burns (Lai et al., 2024). This requires a precise selection of heat-resistant alloys, focusing on creep-rupture strength (see Appendix A for the glossary of terms) and deformation to ensure the material does not fail after repeated thermal cycles (Wilson et al., 2008). Heat transfer simulations would be necessary to model thermal stress and ensure heat does not migrate to critical and external components that could encounter a user (Xiao et al., 2024).
Preventing Dislocations and Creep
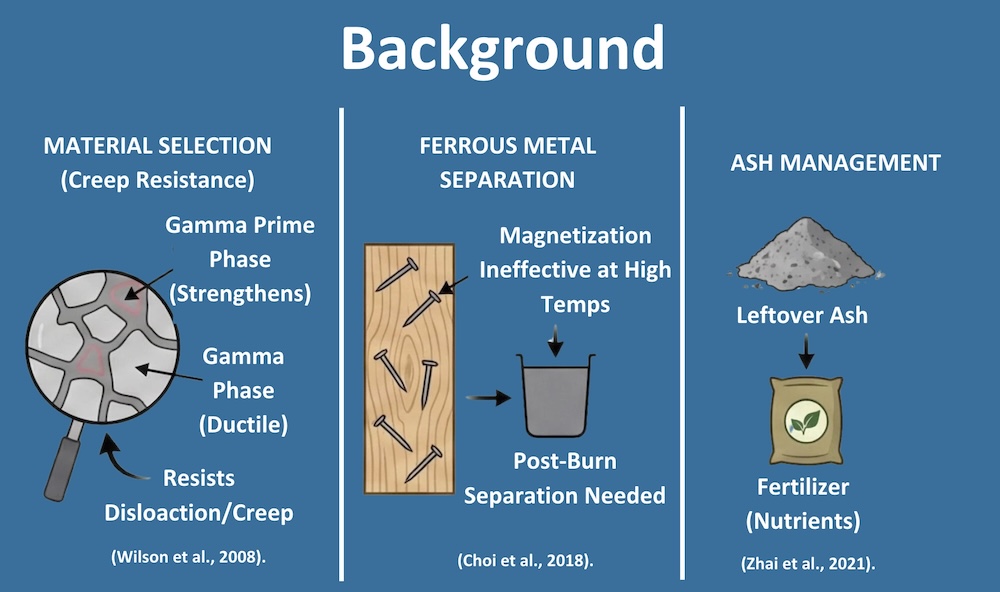
As metals heat up, their atoms begin to gain energy. As they gain more energy, the material’s elastic properties holding it in place begin to get overpowered. In a high-energy state, it takes significantly less force to produce a dislocation between the molecules, which causes creep. Within each crystal of metal, two different types of molecular formations reside. The gamma prime phase is the stronger of the two formations, an organized pattern of nickel and aluminum atoms. Meanwhile, the gamma phase keeps the metal ductile so it can bend without breaking by stopping a dislocation from the gamma prime phase from affecting the random structure of the gamma phase (Wilson et al., 2008; Veritasium, 2025).
Magnetization for Ferrous Metals
Burning the wood would have issues with ferrous metals. These metals, such as leftover nails and screws lodged within the wood, would not be burned by the fire. While magnetization is a great first solution, it is ineffective because it loses its polarization at high temperatures (Choi et al., 2018; R. Bradshaw, personal communication, October 17, 2025).
Ash Management
Also, burning wood results in leftover ashes, which cannot be burned any further as they lose all their combustible material in the initial fire. While this could be a problem initially, the reality is that wood waste ashes can be used as fertilizer because they contain essential nutrients (Zhai et al., 2021).
Competitors
A few different companies have designed solutions to attempt to lower the amount of emissions, money, and landfill space. However, many address just one or two problems, but neglect the other ones. One such company, Airburners, designed the FireBox 300 Series. This product is very efficient at burning wood waste, burning 66 cubic yards per hour (Air Burners, Inc., n.d.). However, it is also very big. It weighs 59,000 pounds, is over 40 feet long, and costs close to a million dollars (Air Burners, Inc., n.d.). Meanwhile, the Medical Waste Incinerator from Mediburn specializes in burning waste from the healthcare industry. While their product is able to make a cleaner burn than the FireBox, it only has eight cubic feet of space. While it works well for the medical waste, it lacks when it comes to wood waste. Additionally, the Mediburn weights 2000 pounds and costs roughly 250 thousand dollars (Elastec, n.d.).
Major Criteria and Constraints
Safety is one of the most crucial considerations that drives criteria and constraints. The project must be able to work in a clearing with a radius as small as 5’. Construction sites might only have a small clearing to operate the machine, so it must be fully operational in a small clearing that is free from flammable materials. The project must be simple enough to learn how to operate and use such that a person can learn how to use it in less than one hour. With portability being required for use on a construction site, The project must be small and be maneuvered with effort of a single person exerting no more than 50 pounds of force. The product must not weigh more than 100 pounds and must be able to fit in the back of a traditional pickup truck bed (must not exceed 48” wide x 72” long x 48” tall). It must not tip over when moved over uneven terrain or set surrounding flammable materials on fire.
Longevity is critical to the construction industry. The project must survive at least 5000 hours of operation before corrosion breaks the metal down, as it is the industry standard (Wilson et al., 2008; C. Bergeron, personal communication, September 20, 2025). It will also have to withstand temperatures of 2000°F while burning wood.
While performing, the project must be able to burn 10 kg (22 lbs) of wood in less than two hours. It must also remove all metal pieces from the ash and maintain a burn efficiency of 0.80.